

템퍼링(Tempering, 뜨임) 이란?
템퍼링은 주로 강철 부품의 경화 후 취성을 감소시키는 데 사용됩니다. 담금질된 금속 재료 또는 부품을 특정 온도(A1온도 이하)로 가열하고 일정 시간 동안 유지하는 열처리 공정입니다.
일반적으로 불안정한 조직을 재가열하여 원자들을 조금 더 안정적인 위치로 이동시킴으로써 인성을 증가시키는 목적으로 사용합니다.
템퍼링의 종류
| 템퍼링 종류 | 온도 범위 |
|---|---|
| 저온 템퍼링(저온 뜨임) | 150~250℃ |
| 중간 온도 템퍼링(중온 뜨임) | 350~500℃ |
| 고온 템퍼링(고온 뜨임) | 500~650℃ |
재질 별 템퍼링 적용 온도 범위
| 재질 | 템퍼링 온도 범위 |
|---|---|
| 초고장력강 | 약 200-300°C |
| 스프링 스틸 | 약 460°C |
| 담금질 및 템퍼링된 강철 | 550-650°C |
| 탄소 및 합금 공구강 | 일반적으로 200°C를 초과하지 않음 |
| 템퍼링 중 2차 경화되는 합금 구조용 강, 다이 강 및 고속강 | 500~650°C |
템퍼링의 효과
재료 내부의 응력이나 질량효과를 완화해 경화된 재료에 인성을 부여하는 효과가 있습니다.
| 효과 | 설명 |
|---|---|
| 1. 조직의 안정성 향상 | 조직의 안정성을 향상시켜 공작물이 더 이상 조직 변형을 일으키지 않도록 한다. |
| 2. 형상 및 크기의 안정성 향상 | 공작물 형상과 공작물 형상 크기의 안정성을 향상시키기 위해 내부 응력을 제거한다. |
| 3. 기계적 성질 조정 | 사용 요건을 충족시키기 위해 강철의 기계적 성질을 조정한다. |
| 4. 절삭 성능 향상 | 일부 합금강의 절삭 성능을 향상시킨다. |
*템퍼링 유지온도가 350℃ 미만일 경우, 템퍼링에 의한 경도 조정, 취성 개선 등의 효과가 불충분할 수 있습니다.
조질처리(퀜칭+템퍼링 열처리, QT처리)
조질처리(QT = Quenching & Tempering)는 강을 오스테나이트화한 다음 급랭시켜 오스테나이트 전부 또는 일부가 마르텐사이트 변태하여 경화되는 처리를 말합니다. 강의 결정입자를 미세하게 만들어 강의 성질을 조정하여 강인성을 향상시키는 열처리 작업입니다.
담금질 후 약 400℃ 이상의 온도에서 재차 뜨임을 하여 소르바이트 조직을 만드는 작업입니다. QT는 Quenching & Tempering의 약자입니다. 일반적으로 중탄소강, 구조용 합금강재에 적용됩니다.
블루잉(Bluing)
블루잉은 상온에서 가공한 강의 탄성 한계를 높이기 위해 저온에서 가열하는 처리입니다.
피아노선을 스프링으로 사용하기 위해서는 냉간가공 후 블루잉이라고 부르는 350℃ 정도의 저온가열을 행합니다. 이 것도 템퍼링의 한 종류로 볼 수 있겠습니다.
템퍼링의 장단점
| 장점 | 설명 |
|---|---|
| 1. 금속의 피로 저항성 향상 | 템퍼링을 통해 금속의 피로 저항성을 높일 수 있음 |
| 2. 취성 감소 | 경도와 기계적 강도를 희생하면서 강철의 취성을 줄일 수 있음 |
| 단점 | 설명 |
|---|---|
| 1. 높은 비용 | 다량 생산에 불리하여 가격이 다소 높을 수 있음 |
| 2. 폭발 위험 | 염욕 온도가 500℃ 이상일 경우 폭발 위험이 있을 수 있음 |
| 3. 불균일한 경도값 | 두께가 두꺼운 제품(3T 이상)의 열처리시 경도값이 불균일할 수 있음 |
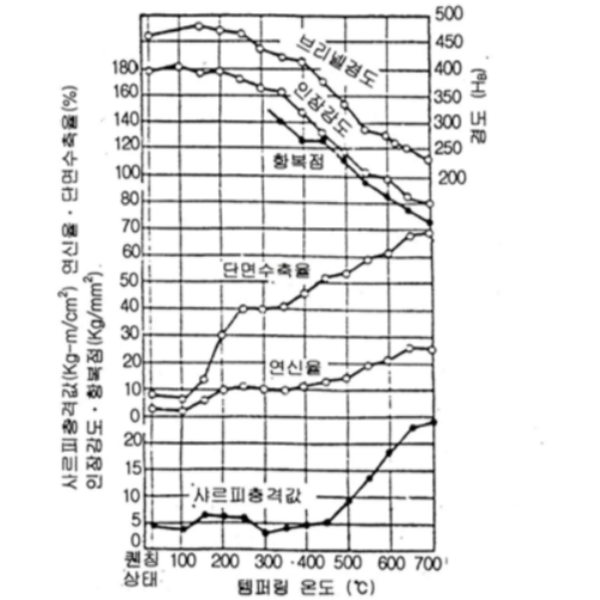
템퍼링 온도에 따른 변화
템퍼링 온도에 따른 경도 변화
| 재료 | 템퍼링 온도(℃) | 경도 변화 | 비고 |
|---|---|---|---|
| GCr15 강 | 165 | HRC61.7 | 초기 상태 |
| GCr15 강 | 300 | HRC56.2 | 템퍼링 온도 증가 시 경도 감소 |
| GCr15 강 | 500 | 경도 저하 적음 | 첨가량 많은 경우 경도 증가 경향 |
| 일반 | 400 이상 | 연화 저항 증가 | Mo 원자 확산으로 탄화물 응집 속도 늦어짐 |
| 고속도강 | 200∼400 | 경도 약간 감소 | 내부 응력 제거 및 마르텐사이트 분해 |
템퍼링 온도에 따른 색깔 변화
| 템퍼링 온도에 따른 색상 | 섭씨(℃) |
|---|---|
| 옅은 청색 | 200 |
| 진한 노란색 | 250 |
| 황갈색 | 255 |
| 자주색 | 265 |
| 보라색 | 280 |
| 짙은 청색 | 290 |
| 청색 | 300 |
| 청회색 | 350 |
| 회색 | 400 |
템퍼링 취성(뜨임 취성) 방지 방법
저온뜨임취성(300℃취성), 고온뜨임취성(500℃), 제2차뜨임취성(2차경화)를 방지하기 위한 방법은 아래와 같다.
| Tempering 취성 (뜨임취성) 방지 방법 | 설명 |
|---|---|
| 1. P, Sb, N 원소 감소 | 가능한 한 P, Sb, N 원소를 줄임으로써 저온뜨임취성 및 고온뜨임취성 방지 |
| 2. 고온뜨임 후 급냉 | 고온뜨임 후 급속 냉각하여 제2차뜨임취성 방지 |
| 3. 오스테나이트 결정립 미세화 | 오스테나이트 결정립을 작게 만들어 제2차뜨임취성 방지 |
| 4. Mo 첨가 | P%에 따라 0.2~0.5%의 Mo 첨가하여 제2차뜨임취성 방지 |
| 5. 오스템퍼링 | 오스템퍼링을 통해 인성을 높여 저온뜨임취성 및 고온뜨임취성 방지 |
마무리
오늘은 템퍼링(Tempering, 뜨임) 열처리의 종류와 효과 4가지, 온도에 따른 변화에 대해 알아보았습니다.
금속 템퍼링은 금속의 물리적, 화학적 특성을 최적화하여 특정 용도에 맞게 조정하는 중요한 공정입니다. 저온 템퍼링부터 고온 템퍼링까지 다양한 온도 범위에서 수행되며, 각각의 템퍼링 공정은 금속의 경도, 인성, 내마모성 등을 조절하여 제품의 성능을 향상시키는 데 기여합니다.
제조 공정 중 발생할 수 있는 뜨임취성을 방지하고, 금속의 기계적 성질을 개선하기 위해 세밀한 온도 조절과 함께 원소 첨가, 급냉, 오스템퍼링 등 다양한 방법이 적용됩니다. 이러한 템퍼링 공정을 통해, 금속은 보다 안정적인 구조를 갖게 되며, 최종 제품은 우수한 성능과 긴 수명을 보장받게 됩니다.
금속의 열전도(Thermal Conductivity), 열전도율표, 열전도 특성 알아보기