
딥드로잉(Deep Drawing)이란?
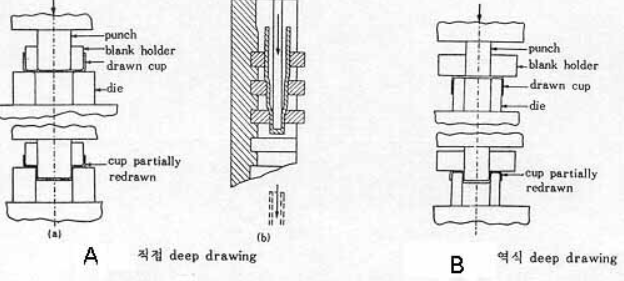
딥드로잉(Deep Drawing)은 평판의 중심부에 상하로 깊이 형상을 가지는 펀치와 다이에 압력을 가하여 원통형의 용기를 생성하는 프레스 가공을 총칭하는 박판 성형 가공법입니다. 딥 드로잉은 이음매가 없는, 밑이 달린 용기를 성형하는 방법을 말합니다.
딥 드로잉은 냄비, 접시, 단지, 도시락 등의 가정 기구를 위시하여, 전기 부품 등의 소형 공업부품, 자동차의 차체나 항공기의 몸체 등 대형 부분품에 이르기까지 널리 이용되고 있습니다.
딥 드로잉 작업시 펀치와 다이는 지속적으로 마찰이 발생하며, 이는 다이와 펀치의 수명과 연관이 있습니다. 마찰과 마모를 줄이기 위해서 적절한 윤활관리를 해주어야 합니다.
딥드로잉의 주요 공정변수
| 공정 변수 | 영향 |
|---|---|
| 1. 금속판재 성질 | 성질에 따라 변형 및 가공 특성이 달라짐 |
| 2. 펀치 직경 대 블랭크 직경 비 | 비가 클수록 더 큰 변형이 가능하지만, 너무 크면 응력 집중 및 균일성 문제 발생 가능 |
| 3. 판재 두께 | 두께에 따라 가공 난이도 및 가능한 최대 깊이가 달라짐 |
| 4. 펀치와 다이 간격 | 간격이 적절해야 변형이 균일하고 응력 집중이 최소화됨 |
| 5. 펀치와 다이 모서리 반경 | 적절한 반경이 필요하며, 너무 작으면 파단, 너무 크면 주름 발생 가능 |
| 6. 블랭크 홀더 지지력 | 적절한 지지력이 필요하며, 부족하면 소재가 자유롭게 변형되어 균일하지 않은 형상이 될 수 있음 |
| 7. 펀치 속도 | 속도가 변형에 영향을 미치며, 적절한 속도 선택이 필요함 |
| 8. 펀치, 다이, 소재 간 마찰 | 마찰이 적절해야 변형이 원활하게 이루어짐 |
딥드로잉 결함의 종류
딥 드로잉에서 파단은 주로 펀치의 움직임이 발생하는 컵의 벽부분으로 높은 인장응력으로 인한 두께감소 때문에 일어납니다.
딥 드로잉의 주름은 우리가 직접 느낄 수 없기 때문에 많은 요인에 따라 분석 및 테스트가 필요한 매우 포괄적인 결함입니다.
딥 드로잉(Deep drawing)의 결함에는 다음이 있습니다.
| 결함 유형 | 설명 |
|---|---|
| 1. 주름(Wrinkling) | 제품의 비지지 부분에서 발생하는 주름짐 |
| 2. 파단(Fracture) | 제품이 과도한 인장으로 인해 끊어지는 현상 |
| 3. 리징(ridging) | 제품 표면에 발생하는 불규칙한 선형 패턴 |
| 4. 이어링(Earing) | 원형 제품의 상단 가장자리에 나타나는 불규칙한 높이의 변화 |
딥드로잉 결함 발생을 최소화하려면?
딥 드로잉의 결함 발생을 최소화하기 위해서는 다음을 고려해야 합니다.
1. 미세조직과 집합조직의 제어
방위덩어리가 없고 균일한 조직을 유지해야 합니다. 불균일한 조직으로 인한 결함을 방지하기 위함입니다.
2. 높은 R-값
R-값이 높을수록 재료의 변형률이 크기 전까지 결함 없이 균일한 두께로 딥 드로잉 될 수 있습니다. R-값은 재료의 변형 능력을 나타내며, 이 값이 높을수록 재료는 더 큰 변형을 견딜 수 있습니다.
3. 최소의 △R값
이어링 현상을 최소화하기 위해 △R값이 최소가 되어야 합니다. △R값은 재료의 방향성에 따른 R-값의 변화를 나타내며, 이 값이 작을수록 재료의 방향성에 따른 변형 능력의 차이가 줄어들어 이어링 현상을 줄일 수 있습니다.
이어링(Earing)

딥 드로잉의 이어링 높이를 줄이기 위해서는 원형이 아닌 수정된 비 원형 모양의 블랭크를 사용할 수 있습니다.
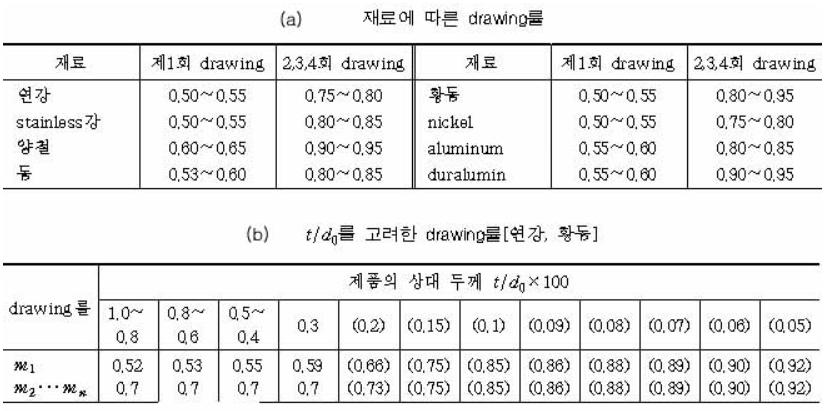
재료 별 drawing률
마무리
오늘은 딥드로잉(Deep drawing) 공정변수 8가지와 결함 4가지에 대해 알아보았습니다.
딥드로잉은 평판에 압력을 가해 이음매 없는 원통형 용기를 만드는 박판 성형 가공법으로, 다양한 크기의 가정용품과 산업 부품에 사용됩니다.
이 과정에서는 펀치와 다이 간의 마찰이 중요한 역할을 하며, 마모를 줄이기 위해 적절한 윤활이 필요합니다.
가공 특성은 금속판의 성질, 펀치와 블랭크 직경의 비율, 판재 두께, 펀치와 다이 간격 및 모서리 반경, 블랭크 홀더 지지력, 펀치 속도, 그리고 마찰 등 여러 공정 변수에 의해 영향을 받습니다.
딥드로잉의 주요 결함으로는 주름, 파단, 리징, 이어링 등이 있으며, 이들을 최소화하기 위해서는 미세조직과 집합조직의 제어, 높은 R-값, 최소의 △R값 등을 고려해야 합니다. 이어링 현상은 비 원형 모양의 블랭크 사용으로 줄일 수 있습니다.
인장시험(Tensile Test) 총정리(응력-변형률 선도 분석)